Advanced Denim Manufacturing: Analyzing Spinning, Dyeing, Sizing , Weaving & Finishing Processes

Latest posts by Shah Miran Munshi (see all)
Advanced Denim Manufacturing: Analyzing Spinning, Dyeing, Sizing , Weaving & Finishing Processes
Denim Fabric Formation
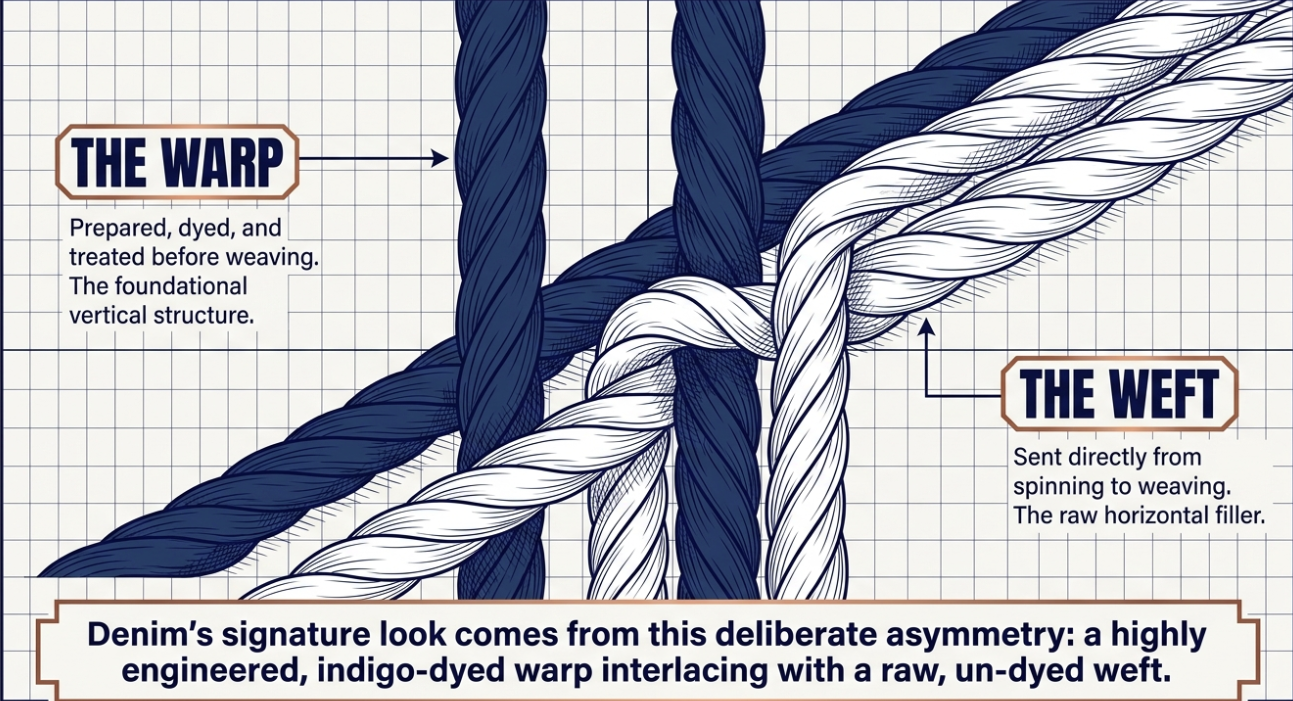
For denim formation, warp yarn is specially prepared. Before sending the warp yarn to weaving stage, it goes through several processes such as warp pre-treatment, dyeing, re-beaming and sizing. Whereas, weft yarns are directly provided to the weaving machines.
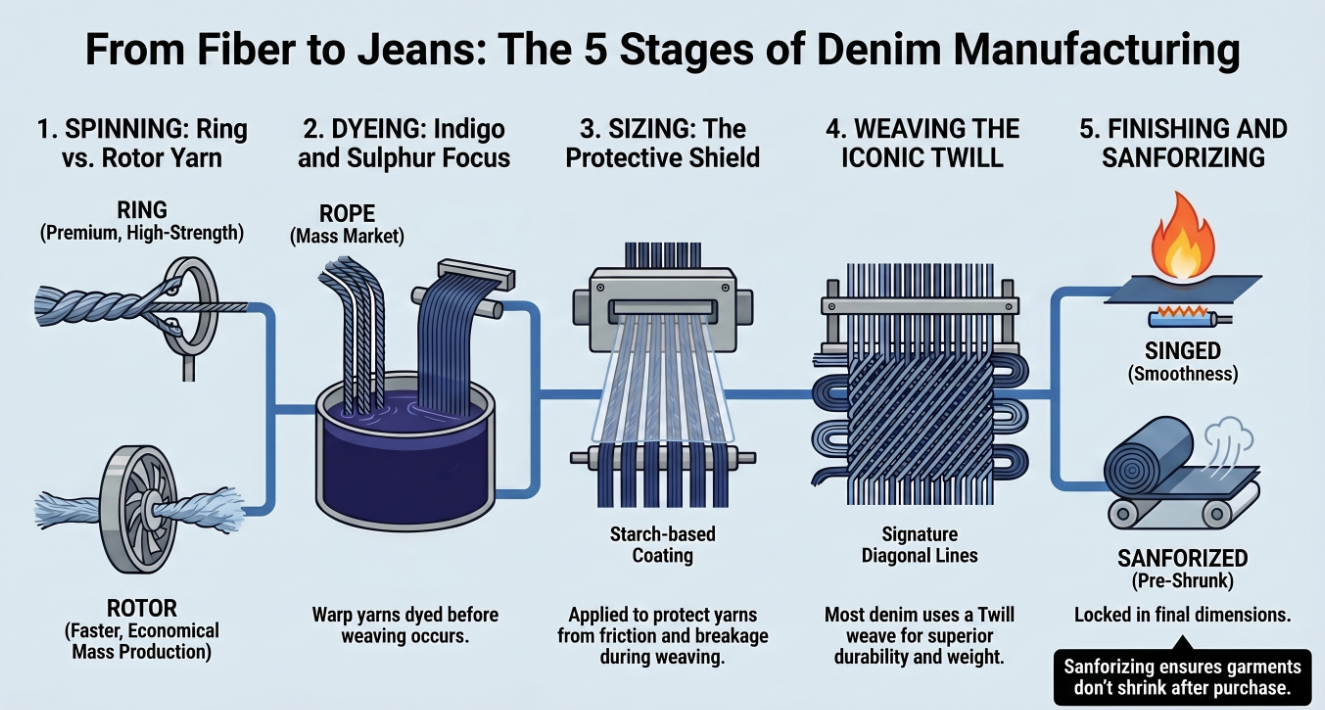
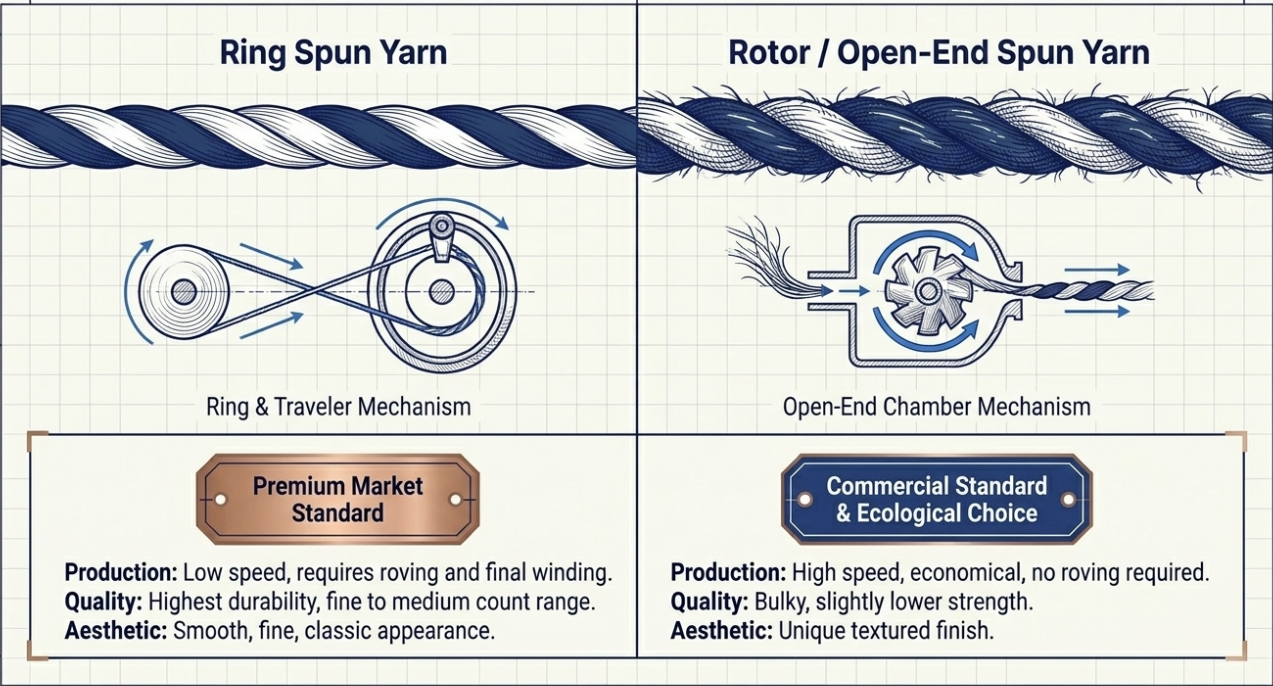
Spinning
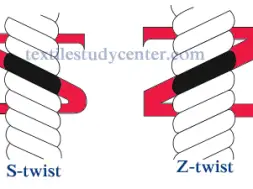
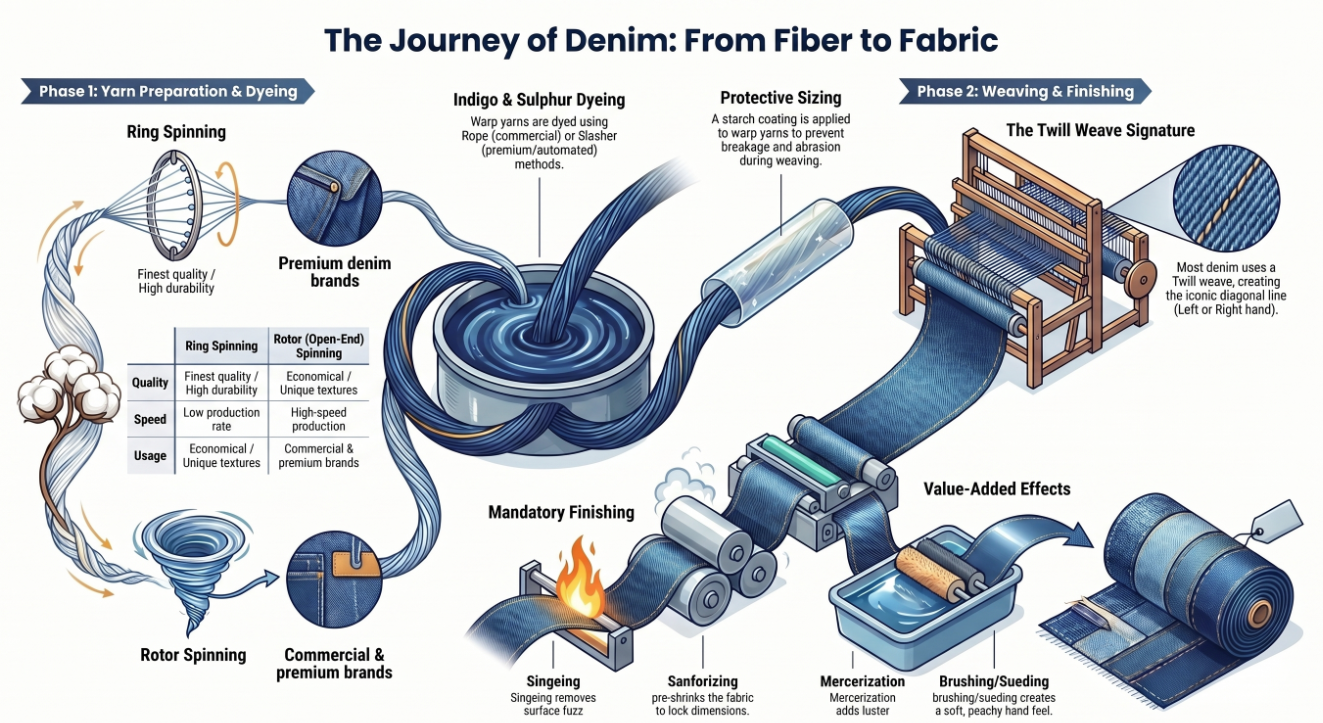
Spinning, a first method of yarn formation. Conventionally, yarn was formed with one technique that was ring spinning, yarn produced from this technique known as Ring spun yarn. After passage of time, manufacturers did a lot of innovations in this field and introduced many other spinning processes. Among all the techniques, rotor spinning has become one of the most famous spinning technique.
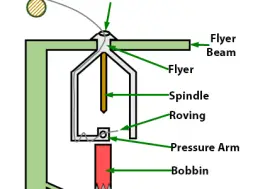
Ring Spinning: It was the first introduced method of yarn manufacturing. Roving from speed frames place on the creel of ring spinning machine then it passes from drafting system. After that, fibers get twisted to form a yarn then the yarn is wound on portable bobbin by the help of ring and traveler. That is why it is known as ring spinning. Ring spun yarns have high quality and have fine to medium count range. Ring spinning has low production rate but finest yarn quality as compared to other spinning methods. Due to providing finest quality yarn that will give aesthetic appearance and durability to the fabric and the finished garment it is used by most of premium denim brands, Some of the commercial denim brands are also using ring spun yarn for the composition of their fabric and products.
Rotor Spinning / Open end spinning: In late 70s and early 80s, rotor spinning had gain popularity. Yarn made from this technique is known as rotor yarn or open-end yarn. Rotor spinning is faster in comparison of ring spinning machines. Rotor yarn is economical then the ring spun yarn because it does not require any roving and final winding process. It is used for the development of both premium and commercial denim products. Commercial denim brands usually consider its ecological aspect while using it. Whereas premium brands use open end yarns to get the unique textured on to their denim products.
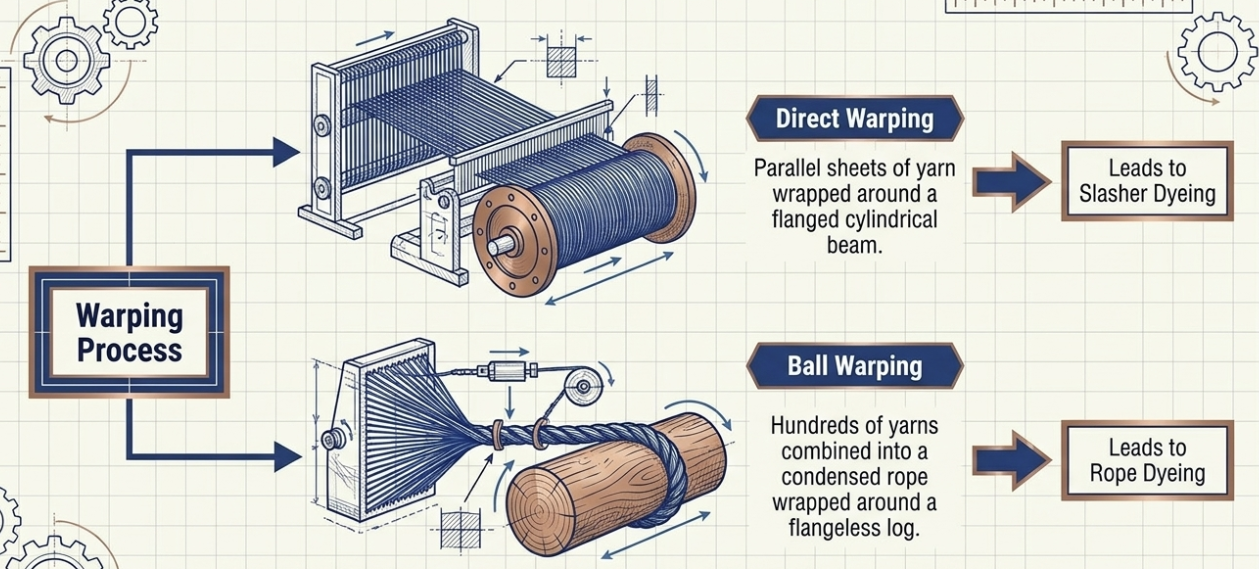
Warping
Warping is the first step of denim manufacturing. In this step, number of yarns get wound into a single assembly. Commonly, parallel sheet of yarn is wrapped around a cylindrical flanged beam. It is known as direct warping. Whereas, for ball warping, number of yarns are combined together to make a rope, it is wrapped around a log that does not have flanges.
Yarn Dyeing
For denim fabric, warp yarns are dyed before fabric formation. Previously, yarns were used to dye with indigo dyestuff through rope dyeing but now dyeing process has become vast by having different dyes like Sulphur dye, vat dye. An innovative dyeing machine named slasher has also been introduced.
Denim warp yarns are most commonly died with indigo dyes or Sulphur dyes. At first, denim was originated with indigo dye. It is an insoluble dye with very low affinity towards cellulosic or cotton fibers. Indigo dye has to be reduced in order to perform the dyeing operation. The reduction of indigo dye can be maintained by using concentrated alkali (mostly caustic soda), reducing agent (sodium hydrosulfite) and some other auxiliaries such as wetting or dispersing agent.
Initially Sulphur dyes made in powder form with high amount of sodium sulphide, but now Sulphur dyes present in liquid form with a little less amount of sodium sulphide which is more sustainable. Sulphur dyes have more diffusion capacity and high affinity towards cellulosic fibers. That is why one or two dye containers of Sulphur dye can provide medium to high color concentration.
Sulphur dyes need chemical oxidation. Dissimilar to indigo dye, it cannot be oxidized by just come in contact with the air. To oxidize the dyestuff, oxidizing agents are added into the solution. Some common oxidizing agents are Sodium chlorite, sodium bromate in acidic pH and hydrogen peroxide in both acidic and alkaline pH. Sulphur dyes come to their original insoluble form in oxidizing chamber and dyestuff get trapped inside the fabric. Commercial denims are dyed with indigo dyes whereas premium denims are often dyed with Sulphur or VAT dyes because this type of dyes provide number of shades.
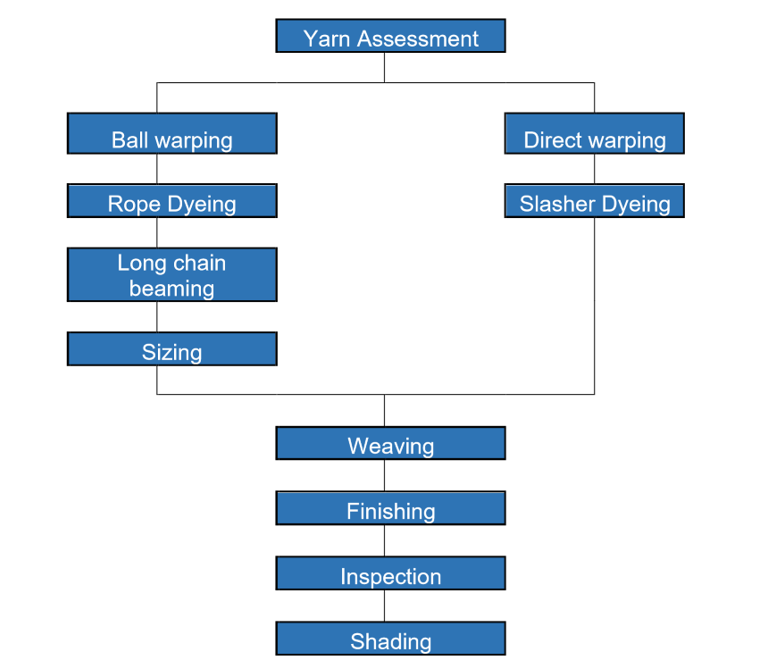
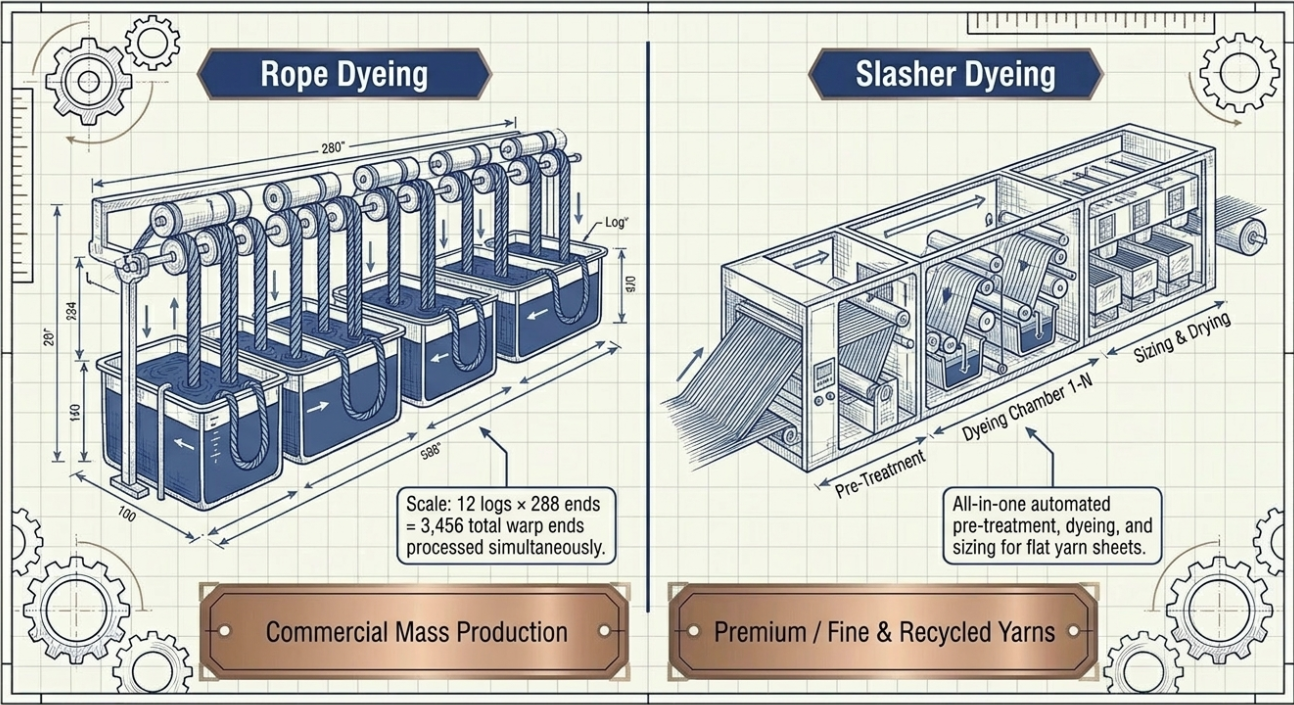
Slasher is fully automatic machine in which direct warp beam are placed on the creel as the input material. Slasher helps the yarn sheet to get ready for the dyeing by pretreatment of yarns like pre-wetting, mercerization and scouring. Slasher can perform dyeing and sizing of yarn sheet. Finer counts and recycled yarns can be dyed easily on slasher dyeing that’s why typically used for the dyeing of premium denim. Most of the trendy dyes are also produced through slasher dyeing.

Figure 3: Process flow of slasher dyeing
Ropes from ball warping are sent to the rope-dyeing machine to dye the warp yarn. In rope dyeing, mostly 12 to 36 ropes are dyed simultaneously. These ropes get separated from each other either by separating rollers or by figures. If the denim fabric has to made with 3456 number of ends, then it takes 12 sets of ball warping log in dyeing and every log must be of 288 warp ends. It provides economical mass production that’s why ideal for the commercial denim brands. Some of the premium brands also uses this dyeing technique.
Sizing
Sizing is the process to provide the protective coating to the warp yarn sheet. It helps to minimize the yarn abrasion, hairiness and protect the yarn from the entanglement with other yarns at the weaving stage. Sizing coating on the yarn surface also protect the dyed yarn from any kind of friction. Initially, a starch with the compatible binder was considered as the most economical sizing recipe. But, by the passage of time industries get the switch over towards garment washing instead of denim fabric washing which led the change in sizing recipe. Quantity of size recipe varies according to the fabric’s specifications and garment finishing processes.
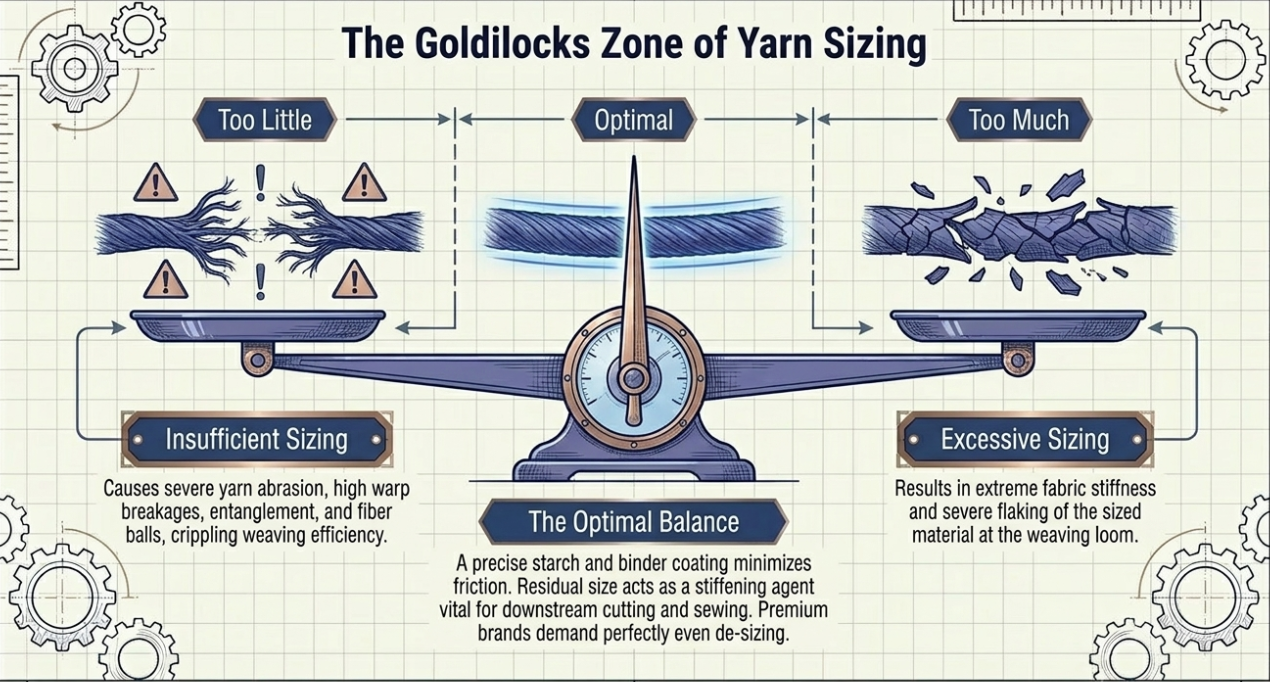
High amount of size can cause stiffness on the fabric and extremely flaking of the sized material at the weaving stage. Whereas, low amount of size on the yarn may cause abrasion, high warp breakages, entanglement of yarns, stickiness, and fiber ball problems, which causes low weaving efficiency. In some denim fits, the left over size on the denim, work as the stiffening agent for cutting and sewing process. Some consumers also purchase the stiffed jeans. Premium brands give extra care during sizing process because they want even stiffness or even de-size on their denim products.
Denim Weaving
Interlacement of warp and weft at right angle to each other is known as weaving process. Sometimes warp yarns are named as end and weft yarn are named as filling or pick. In order to make the weaving process smooth, ends must have enough strength to bear the movement of weaving motions. Weaving machines in which fabric is woven is commonly termed as loom. Warp yarns are specially prepared for the denim formation whereas weft yarns are directly came from the spinning.
Different fabrics are formed by using different weave patterns. Which create variety of design on fabric surface. Some weave patterns are discussed below.
Plain weave: It is the most common and economical weave structure. Only two heald frames are required on the loom to produce this weave. This structure is easy to produce, have durability, abrasion resistant, less absorbability and can gain wrinkles. Plane and fitted surface of the plain weave helps in even printing and finishing application. In plain weave, every warp yarn is interlaced with every weft yarn at right angle triangle. The given table shows the plain weave structure.
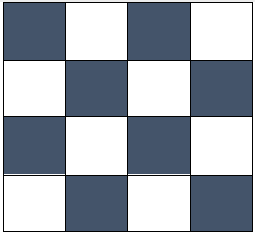
Plain weave structure
Twill weave: It is created by the interlacement of warp or weft yarn into two or more weft or warp yarn. In order to form twill weave, minimum three heald frames are required on the loom. A prominent diagonal structure or line is made in twill weave. This line could be in right to left direction, left to right direction or it could be the combination of both. The fabric made from this weave pattern has more strength, weight, durability, good wrinkle recovery and soil resistance. For denim formation, mostly two twill weaves are utilized. One is left hand twill weave, in which the bottom of diagonal line starts from right and moves up towards left. Second one is right hand twill weave, in this weave diagonal line starts from left and moves up towards right.
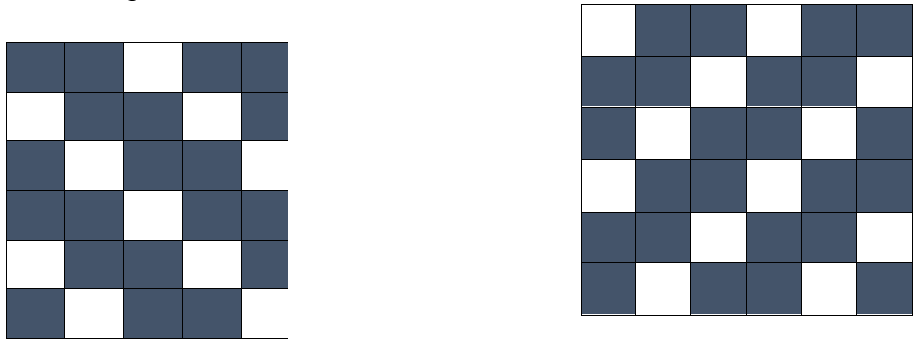
2/1 Left hand twill structure 2/1 right hand twill structure
Satin weave: Satin weave pattern is made when a warp yarn floats above the four or more weft yarns and then it is knotted with one end. Satin weaved fabrics have smooth surface, great drapability and soft hand feel.
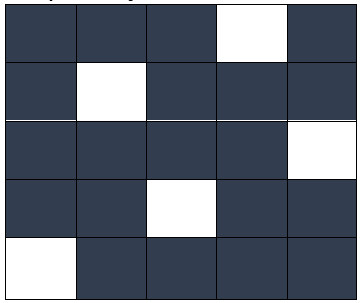
1/4 Satin weave structure
Denim fabric Finishing
Finishing process is done after the weaving process of fabric. Different finishes are applied on the denim fabric to get the required effects. The most commonly used finishes on denim fabric include singeing, overdyeing, brushing, calendaring, coating, heat setting, mercerizing and sanforizing.
Singeing: The singeing process smoothens the surface of denim fabric by burning out the excess cotton fibers on fabric surface. The protruding fibers give the rough and hairiness surface appearance. This process is done by passing the fabric from the burner flames at very high speed.
Singeing process is done on the output of weaving (doff) then pre-brushing is done to raise the protruding fibers from fabric surface. Fabric passes from burners to burn out these raised fibers from fabric surface. At the end, burn out fibers are removed from the fabric’s surface by post brushing method. This step is mandatory for commercial as well as premium denim products because smoother appearance is achieved from this finishing method.
Mercerization: It is a process in which textiles (typically cotton) are treated with a caustic (NaOH) solution to improve properties such as fiber strength, shrinkage resistance, luster, and dye affinity. This mercerizing process is done after the fabric formation.
For mercerization of denim fabric, it passes through pre-wetting chambers. These chambers are used only for wet and wet process but these are optional in dry wet process. Then the mercerizing process starts on the fabric that have caustic of around 20 Bu concentration and have 45◦C temperature. By this process, strength gets improved with the luster. However, this process rises the lead-time of production well as the cost of the fabric. Due to improvement in fabric’s luster and strength reason, it has become one of the rare finishing process of premium denim world.
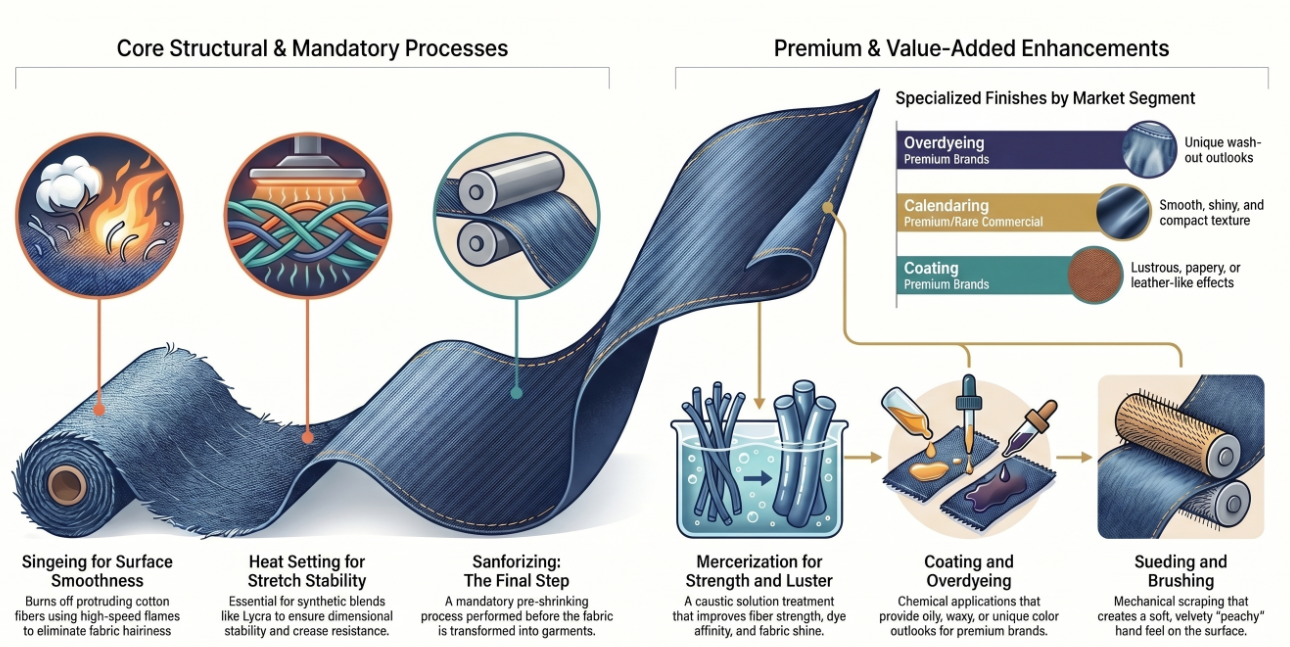
Heat Set : It is the process that provides dimensional stability and crease proof property to the denim fabric. This process is only done for synthetic blended denim such as poly denim and stretchable denim, which have lycra, or elastane type weft yarns. Three different settings that are hot air setting, steam setting and hydro setting are used for the heat setting operation. Mostly hot air is utilized for this operation. This finishing technique is performed for the formation of both premium & commercial denim. Levi’s, Lee, AG Jeans and 7 for all mankind are the highlighted brands that recommend to apply heat set finish for their jean’s fabric.
Coating: It is a chemical process in which different chemicals or pigments are used to cover either back or front or both surfaces of the fabric to provide it different properties. Pigments are used to provide the different color to the fabric surface and coating materials can provide lustrous, papery, oily, waxy or lather types effects on the fabric surface. Denim fabrics are coated with numerous layers of coating material to achieve different properties after washing. Coating can be applied by three methods that are knife coating, foam coating and screen coating. It is an expensive but value additive finish that can provide great effects on fabric even after normal washings. That’s why preferred by most of the premium denim brands.
Over dyeing: Denim fabric goes to over dyeing process during denim finishing stage. In this process, dyed warp and undyed weft yarns are dyed again in the form of fabric that is why, it is known as over dyeing. The requirements of this process are almost similar as dyeing process. Most of premium denim products require different wash out outlooks that’s why typically used by premium brands. Commercial denim brands ae not likely to use this finish because it will enhance the mass production cost.
Calendaring: This process provides smooth, shiny and compact texture to the fabric surface. In this process fabric passes from three cylinders to get these effects. First, is highly polished cylinder, second is heated cylinder and third one is steel cylinders. These rollers rotate at high speed and fabric surface gets luster when comes in contact with steel roller. It is an extra but value-added process for the denim fabrics. Preferably used in premium denim manufacturing and rarely used in commercial denim development.
Sueding or Brushing: It is the mechanical finishing process. In this process, fabric is scraped from back and front side to get the fibrous surface. By the help of brushing process, the hand feel of fabric turns soft, fibrous and it gets peachy surface. Premium brands give velvety look to their denim fabric through this finished technique.
Sanforizing : Sanforizing is a process of pre-shrinking fabric before it is transformed into a garment. When a fabric has treated with the sanforizing process, it is referred as ‘sanforized’ or ‘pre-shrunk’ fabric. It is the last and mandatory process of denim finishing.
Fabric presses in between leather belt and heating roller to achieve the predetermined warp shrinkage. Then the palmer that has a heated drum and upper blanket, locks the fabric shrinkage. This is the mandatory finishing process for both premium & commercial denim fabric. Because both of the brands focus towards the shrinkage and fabric dimensions.

After the weaving and finishing of denim fabric, it gets ready for dispatch in roll form. This process is done by making the 12/8 inch swatches of each roll. Then giving them shade number according to shade family in which they fall. These rolls are then segregated according to their shade numbers. This is the most important process for garment manufacturing. The chances of shade variation in garments get minimized by this practice.
(93)