Drawing, Texturing, Intermingling and Heat setting Process


Md Sohanur Rahman Sobuj
Latest posts by Md Sohanur Rahman Sobuj (see all)
- Thermal Properties of Polymers - April 26, 2019
- Frictional Properties - September 15, 2018
- Torsional Properties of Textile Materials - August 30, 2018
Drawing, Texturing, Intermingling and Heat setting Process
Drawing/Stretching:
Drawing is a process in which a group of slivers or filaments is elongated by passing them through a semi-series pair of rollers/ godet pairs, each pair of roller moving faster than the previous one.
After extrusion of the fiber, its chainlike molecules are in an amorphous or disordered arrangement. The filament fiber must be drawn to develop the desirable strength, pliability, toughness, and elasticity properties. Some fibers are cold-drawn; others must be hot-drawn. Drawing aligns the molecules in a more parallel arrangement and brings them closer together so they are more crystalline and oriented. The amount of draw (draw ratio) varies with intended use, determines the decrease in fiber size and controls the increase in strength.
Object:
To increase strength
To increase orientation & crystallinity
To decrease elongation at break (EB).

The drawing process can be done in a single process step to a fully oriented yarn (FOY) directly after spinning (as it is shown in Figure) or in two process steps. In the latter case the fibers are only partly drawn to a partially oriented yarn (POY) and the final drawing process to fully oriented yarn (FOY) is done at the next process step (e.g. texturizing). Depending on the degree of orientation filament yarns have different names:
LOY Low Oriented Yarn
MOY Medium Oriented Yarn
POY Partially Oriented Yarn
HOY High Oriented Yarn
FOY Fully Oriented Yarn
Texturing:
Texturing is a treatment in which flat filaments are distorted to have loops, coils, curl or crimps along their length to gain increased bulkiness, porosity, softness and elasticity in some situations.
Object:
To gain increased bulkiness, porosity, softness and elasticity in some situations
Principle of texturing
After drawing, drawn filaments are wound with or without twist into a package. For many applications. flat filament yarns are textured in order to gain increased bulkiness, porosity, softness and elasticity in some situations. Thermoplastic filament yarns are used in most texturing processes. The inter-fiber bonds break and reform during the texturing process. A filament yarn is generally textured through three steps.
The first step is to distort the filament in the yarn so that the inter-fiber bond is broken. Twisting or other means are used to distort the filaments within a yarn.
The second step is to heat the yarn, which breaks bonds between polymers, allowing the filaments to stay crimped.
The last step is to cool the yarn in the distorted state to enable new bonds to form between the polymers. When the yarn is untwisted or otherwise released from its distorted slate, the filaments remain in a coiled or crimped condition.

Textured yarns exhibit the following advantage and disadvantage properties :
Advantages:
- Higher bulk
- Greater water absorption
- Increased warmth
- Good draping capacity
- Better air permeability
- Better dimensional stability
- Higher covering power
- Higher hygienic characteristics
- Pleasing hand and appearance
Disadvantages:
- Increased hairiness
- Reduced strength and abrasion resistance
Textured yarns can be broadly classified into three categories, which are
❶ Stretch yarns:
These yarns show high stretch, moderate bulk per unit weight and helical crimpiness. The elastic extensibility can be as high as 400%. These yarns are mostly used for the stretch-to-fit type fabrics.
❷ Modified stretch yarns:
These yarns exhibit moderate degree of stretch, high bulk per unit weight, helical or planner crimpiness. The yarns are used in shirtings, suitings etc.
❸ Bulk yarn:
These yarn exhibit increased bulk with little or no stretch, loopy structure and common extensibility. These yarns are also used in shirting, suiting etc.
Methods of texturization
Textured yarns can be produced by following methods:
❶ False-twist coiling method
❷ Stuffer-box crimping method
❸ Air-jet texturing method
❹ Knit-de-knit crinkling method
❺ Gear crimping method
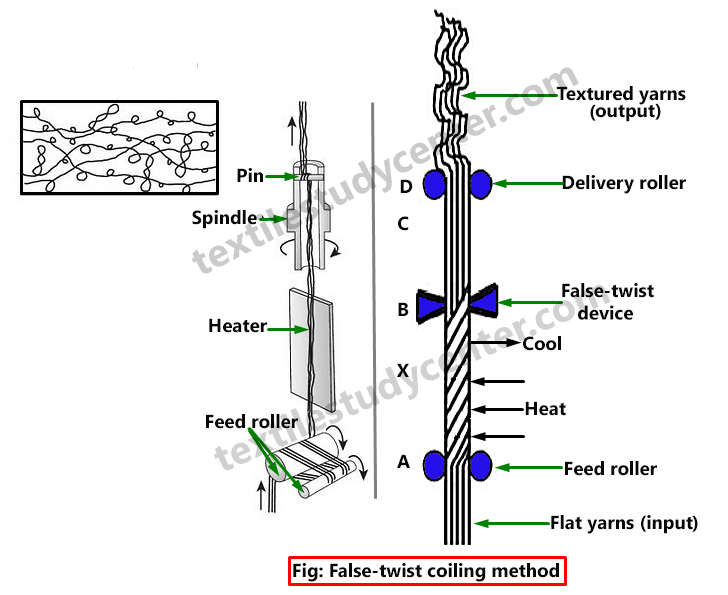
False-twist coiling method
It is one of the most popular method to produce high stretch yarn. In false-twist coiling, the yarn bundle is twisted, heated, and untwisted in one continuous operation. A heat-set coil within each filament results; the yarn itself has no twist (hence the name “false-twist). False-twist coiling can be done by the following processing operations:
❶ At first the yarn from supply package is fed by feeding arrangement to the heater and then it enters in the false twist mechanism for twisting. After the yarn emerges from the false twist mechanism it is untwisted and forwarded by the delivery unit to take-up package.
❷ The feed yarn has little or no twist, the yarn between A and B has false twist and the yarn leaving B has the some twist as the input.
❸ If heat is applied in the zone AX and the yarn is cooled in zone XB, then the yarn approaching B will be heat set in the twisted condition.
❹ When the filaments relax, the uneven contraction of the filaments causes them to rearrange themselves laterally.
❺ If heat is applied in zone CD, the latent coiled can be developed to produce a bulked yarn in one continuous process.

Stuffer-box crimping method
The stuffer-box crimping technique is so called because the yarns are rapidly stuffed into a heated, box-like chamber. Because the yarns are with-drawn slowly, they buckle and back up on themselves. The three-dimensional crimp is permanently set by the heat. The stuffer-box method is a fast and inexpensive method for carpeting yarn.
Air-jet texturing method
In air-jet texturing, filament yarns are fed over a tiny blast of air that forces the filament into loops. This type of yarn is also called air-textured or air-entangled.
Knit-de-knit crinkling method
Knit-dc-knit crinkling produces a crinkled or wavy configuration. Multifilament yarns are first knitted into a fabric. The fabric is then heat set and subsequently unraveled (dc-knit). The knitting gauge (the number of loops per inch) determines the size of the yarn waves. This technique is frequently combined with the application of dyestuffs to produce uniquely colored and textured yarns for soft floor coverings.
Gear crimping method
In gear crimping, intermeshing gears introduce a two-dimensional crimp to filaments. Heat can be used to permanently set the crimped filaments.

Intermingling
Intermingling is a process of imparting inter-filament cohesion by entwining the filaments instead of addition to inserting twist. The entwining is usually achieved by passing the yarn under light tension through the turbulent zone of an intermingling jet (nozzle).

Figure shows a simple intermingling nozzle which consists of a yarn channel, and an air inlet in the centre of the channel. The compressed air impinges on the traversing yarn vertically and entwining the yarn at regular intervals.
Objects:
For thrusting out producing filament end.
Ways of intermingling:
Spot welding: Heat treatment.
Air jet: Air at high pressure.
Heat setting
Heat setting is a process of imparting dimensional stability of fibers or yarns with successive heating and cooling in dry and most condition.
In the heat setting operation, the fiber is heated to its glass transition temperature. At this temperature, lateral bonds within the fiber are disturbed and the polymer chains can shift their positions. The fabric is kept under tension until it is cool, to lock this shape into the fiber’s molecular structure. After cooling, the fabric or yarn will be stable to any heat lower than that at which it was set. Higher temperatures may cause shrinkage or other changes. Heat setting may be done at any stage of finishing, depending on the fiber’s heat resistance and end use.
Objects of heat setting
To impact dimensional stability.
To remove shrinkage of fabric.
To decrees crease resistance.
To increase elasticity and resiliency.
Disadvantages of heat setting
Fiber become very stiff.
Crystallinity increase but dye takes decrease.
Fiber color may be change.
Spin finish
Spin finish are the lubricants which provides surface lubricating, plasticizing and static protection to man-made fiber. A package, bobbin, or bale cannot be made without application of a spin finish. It is applied to the yarn in fluid form just before winding.
Objects:
To lubricate the filament to control friction
To increase cohesion of the yarn
To reduce static electricity
To plasticize the fabric
(15194)
Md Sohanur Rahman Sobuj
Latest posts by Md Sohanur Rahman Sobuj (see all)
- Thermal Properties of Polymers - April 26, 2019
- Frictional Properties - September 15, 2018
- Torsional Properties of Textile Materials - August 30, 2018